Ӌ(j��)���M(j��n)")
��ժҪ�ݱ���ᘌ���(sh��)�H���a(ch��n)������׃�����y�����w㊼ӹ��^���д��ڵĆ��}���M(j��n)���˷�����Փ�C�������㊊A�ߵ��O(sh��)Ӌ(j��)���M(j��n)���������������㊼ӹ���һ�κϸ�����
1.����
��ǰ���ܲ׃�����Ĝy�����w�ļӹ���ˇ���治�������}�������ڜضȜyԇ�^������y�����w�ļӹ��|(zh��)�����}�����й©���^��Ć��}�����ľ͜y�����w�ӹ��^���ЏUƷ�ʸߵĆ��}չ�_�������ڷ������}��ͨ�^���y�����w㊼ӹ��A�ߵ����ģ�#�K��Ч������˜y�����w�ӹ��ϸ�������(y��ng)���ڌ�(sh��)�`���յ�����Ч����
2.㊊A���O(sh��)Ӌ(j��)���M(j��n)�ı�Ҫ��
������׃�����У�����X������׃�������������׃������Һλ׃������ʹ�õ��˜y�����w���ڜy�������r�y�����w�c�z�y������(g��u)����һ�����]���g�����C�ˉ������������f���y�����w�ĺϸ��c��ֱ�ӌ�(d��o)���b��r�a(ch��n)���g϶������y��������й©���Ķ��o���M(j��n)�Мض��a(b��)���yԇ�������ߜy�����w�ϸ��ʄ��ڱ�����
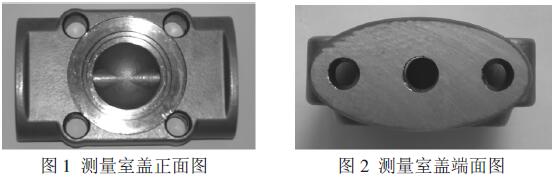
3.�y�����w�ӹ��^���д��ڵĆ��}
���ڜy�����w���b���^���Ѓɶ��治ƽ������֮����˨���ɂ��y�����w�A�o�̶��ڙz�y�����ăɶ˺���F(xi��n)��Ӌ(j��)�`�ʹ�y�����w���ܷ�Ȧ�͙z�y��������֮�g�������ý��|���l(f��)���y������й©�������������b���^����ʼ�KҪ���֜y�����w�ɂ�(c��)���c���w��90°�ǣ������f�y�����w���b���^����߀��һ���Ļ���(zh��n)������������@������(zh��n)����que����ֱ��Ӱ푵������һϵ�й������o���a(ch��n)�����T�����
4.�������}
�ڙC(j��)е�ӹ��^����Ҫ���C�ӹ��|(zh��)���;�que����shouҪ���}����ÿ���b�A��Ҫ�y(t��ng)һ��λ����(zh��n)���ڻ���(zh��n)һ�µ�ǰ���³��F(xi��n)���`��ſ���#С���@�Ӳſ���#��̶ȵر��C����ļӹ��ϸ��ʡ�
�ӹ��y�����w�rshou����܇��܇���(n��i)�A�����D(zhu��n)㊹�����ӹ��ɶ��棬#���ɔ�(sh��)�ؼӹ���ɹ��z��������܇��������������צ���y�����w��4 ���˽NJA�o����������(zh��n)�̶��������Ԝy�����w������㊊A�������涨λ����
�Y(ji��)���Z
���O(sh��)Ӌ(j��)�����M(j��n)�y�����w㊼ӹ��A�ߵ������^���������}�Įa(ch��n)��ʼ�K���@���ӹ�����(zh��n)�@һ�c(di��n)������������y�����w�ӹ��^���нy(t��ng)һ��λ��������ô�Ϳ���ʹ�����ӹ��ϸ����_(d��)��#���������������ڼӹ��^���Юa(ch��n)���`���ԭ���кܶ࣬���˃�(y��u)���A�߁���ߺϸ����������A�߽�(j��ng)�^��̎��������䄂�Ⱥ͏�(qi��ng)�ȡ���(y��n)�ز���Ҏ(gu��)�������ڌ��O(sh��)��͊A���M(j��n)�������;S�o(h��)������ʧ���������ӹ��ϸ��ʵĺ÷��������a(ch��n)��(sh��)�`�������O(sh��)Ӌ(j��)�����M(j��n)�y�����w㊼ӹ��A���܉�M��y�����w�ļӹ�Ҫ�������������ӹ���һ�κϸ��ʣ����C������ӹ�������M(j��n)�������O(sh��)Ӌ(j��)˼·���������b�A�ߵ��O(sh��)Ӌ(j��)���н��b������










 �P(gu��n)ע�҂� ��(sh��)�F(xi��n)���A
�P(gu��n)ע�҂� ��(sh��)�F(xi��n)���A